
Kit de réparation plastique des véhiculesPour le soudage et la réparation des pièces ou composants en plastique, les pare-chocs de véhicule, les fixations de phares cassées, les fissures, les fêlures et les rayures profondes. Étant donné les coûts élevés associés au remplacement de panneaux en plastique (pare-chocs, ailes internes, logements de phares, couvre-moteurs, carrosserie de moto, etc.), le kit a été développé pour la réparation de légers ou moyens dommages qui rendraient un panneau inutilisable. Les pièces en plastique minces peuvent être soudées, car la chaleur appliquée est confinée à une petite surface. L'avantage par rapport à d'autres dispositifs similaires réside dans le fait que le gaz s'échappe vers l'avant dans le sens de la soudure, ce qui accélère donc le chauffage du matériau. Le kit comprend deux tailles de tête de soudage, un treillis de renforcement en acier inoxydable et des baguettes de soudure en plastique appropriées aux plastiques ABS (acrylonitrile butadiène styrène), PP (polypropylène), PE (polyéthylène) et PS (polystyrène), ainsi que des ustensiles de nettoyage (brosse métallique et tige de nettoyage). 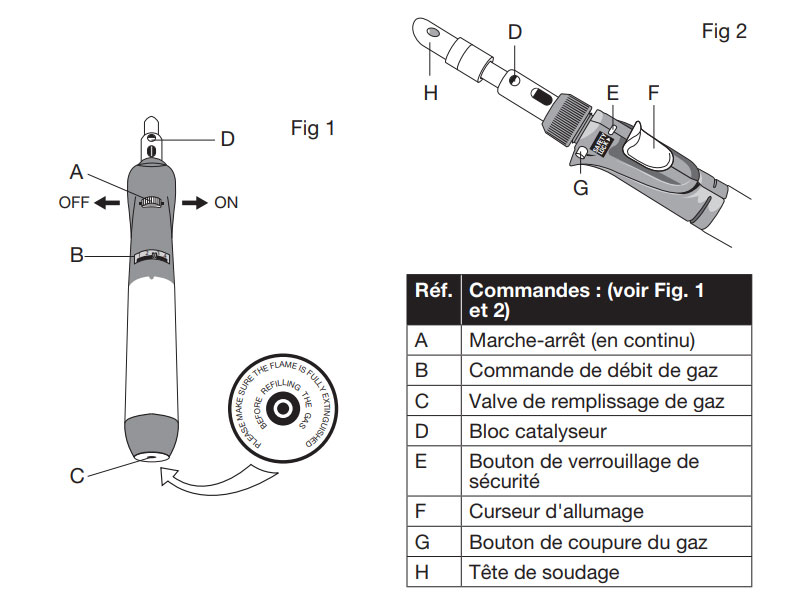 Allumage : • Installer tout d'abord la tête de soudage (H) et serrer fermement à l'aide du tournevis fourni. La taille de la tête dépend de la tâche/du composant à souder. • Régler la commande de débit de gaz (B) approximativement à la position 3. • D'une main, maintenir la pression contre la molette marche-arrêt (A) dans le sens marche (en continu) tout en appuyant simultanément sur le bouton de verrouillage de sécurité (E). Appuyer ensuite fermement sur le curseur d'allumage (F) ; tandis qu'il glisse vers le bas, la molette marche-arrêt se déplace vers la position marche. • Régler la commande de débit de gaz (B) sur la position 2. Avec l'expérience, l'opérateur va déterminer la meilleure position pour fournir une quantité correcte de chaleur en fonction de la taille de la tête de soudage utilisée. • Au fur et à mesure que la tête de soudage chauffe, le bloc catalyseur (D) (normalement blanc) va prendre une couleur orange. ATTENTION : Toute la partie métallique située en avant de la section de commande va devenir très chaude – ne pas toucher. Veiller à maintenir la tête de soudage et le corps métallique à l'écart de tout objet inflammable. • Le gaz s'échappe vers l'avant dans le sens de la soudure, assurant ainsi un flux d'air chaud sur la section à réparer. Ce flux d'air chaud peut être interrompu en appuyant sur le bouton de coupure du gaz (G) ; relâcher le bouton pour restaurer le flux. ----- Procédure d'arrêt : • Déplacer la molette marche-arrêt (A) vers la gauche dans la position arrêt. • Laisser l'outil de soudage plastique refroidir complètement avant de le remettre dans son coffret. --- Utilisation de l'outil de soudage plastique : Avec l'expérience, l'outil de soudage plastique s'avérera très utile pour de nombreuses tâches. ---- Un exemple de réparation est décrit ci-dessous : Réparation d'une fente ou fissure dans un pare-chocs en plastique : • À l'aide d'une mini-ponceuse ou d'une ponceuse à bande équipée d'un disque abrasif de 120-180, retirer la peinture et l'apprêt de la zone environnante et poncer autour de la zone à réparer jusqu'à un niveau inférieur à la surface. Chanfreiner ensuite à l'aide d'une ponceuse à double action. • Régler l'outil de soudage plastique sur marche (voir les remarques Allumage ci-dessus). • Ne pas oublier que le corps métallique (non pas simplement la tête de soudage) de l'outil de soudage plastique devient très chaud et risque de causer de graves brûlures en cas de contact. Veiller à maintenir la tête de soudage et le corps métallique à l'écart de tout objet inflammable. • Si la fissure s'étend jusqu'au bord du panneau, il est recommandé de renforcer à l'aide d'une agrafe à chaud insérée au niveau du bord supérieur de la fissure. Le bord doit être maintenu bien droit et aligné lorsque l'agrafe est appliquée. • Au fur et à mesure du chauffage de l'outil de soudage plastique, le treillis de renforcement en acier inoxydable peut être découpé à la dimension, si nécessaire. Pour une fissure, il sera découpé en bandes d'environ 12- 25 mm de large. Nous recommandons l'utilisation de ciseaux de technicien pour découper le treillis. • Une fois que l'outil de soudage plastique a atteint la température de service, coller initialement le treillis à l'extrémité de la réparation. L'outil de soudage plastique à chaud est utilisé pour chauffer le treillis et ramollir le plastique du panneau tandis que le treillis est appuyé contre le plastique. Au fur et à mesure que le plastique fondu passe à travers le treillis, il est possible de le lisser à l'aide du fer. • Si la fissure ou la zone endommagée est courbe, le treillis en acier inoxydable peut être travaillé pour suivre la courbe. L'objectif consiste à enfoncer le treillis sous la surface du plastique, tout en procédant au lissage à l'aide du fer. • Si nécessaire, pour remonter le niveau de la surface et renforcer la réparation, il est possible d'utiliser les baguettes de soudure pour ajouter du matériau. Utiliser le type correct de baguette de soudure pour le substrat plastique à réparer. 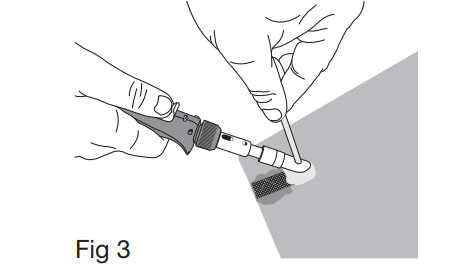 • Voir Fig. 3. Chauffer la zone adjacente à l'aide de la tête de soudage avant d'appliquer la baguette. Insérer la baguette à travers l'ouverture de la tête de soudage pour la faire fondre et l'appliquer à la zone à réparer. • Fusionner ensuite avec le plastique adjacent et lisser à l'aide de la tête de soudage pour obtenir la forme désirée. • Se rappeler qu'il est possible d'interrompre la réparation et de la reprendre à n'importe quel moment. Il s'agit d'un processus à base de chaleur. Il n'y aucune contrainte de séchage d'un quelconque produit chimique et par conséquent, il est possible d'interrompre l'opération et de recommencer au moment opportun. • Il est ensuite nécessaire de poncer la réparation pour poursuivre la préparation et la peinture. • Une fois la réparation effectuée, la tête de soudage doit être nettoyée à l'aide de la brosse métallique (5) et de la tige de nettoyage (6) incluses. ---- Remplissage de gaz : • Laisser l'outil de soudage plastique refroidir avant de procéder au remplissage de gaz. • S'assurer que la molette (A) est réglée sur la position arrêt avant le remplissage. • Retourner l'outil ; insérer la buse de la bouteille de gaz verticalement dans la valve de remplissage (5). • Retirer la buse de la valve de remplissage dès que le gaz s'échappe de cette dernière. |

- OC-PRO
- Commandes
- Inscription PRO


- Documentations
- Suivez-nous :




